在電梯導軌的生產中關鍵技術主要有:空心導軌的軋制、扶梯導軌的軋制、實心導軌的導向面加工、端部加工、精校。下面逐一介紹:
(1)空心導軌和扶梯導軌的生產中軋制工序是最具有技術含量的,是由卷板經過多道孔型模具滾壓軋制而成,每一道模具都有上模、下模、側模組成,導軌的端面形狀、尺寸、垂直度、直線度、扭曲度等都是由設計精確的模具及富有經驗的操作工人來保證,能精通軋制技術并能熟練、準確的進行產品調試的作業人員在國內并不多,能準確的進行滾壓模具設計的專業人員更是少之又少。
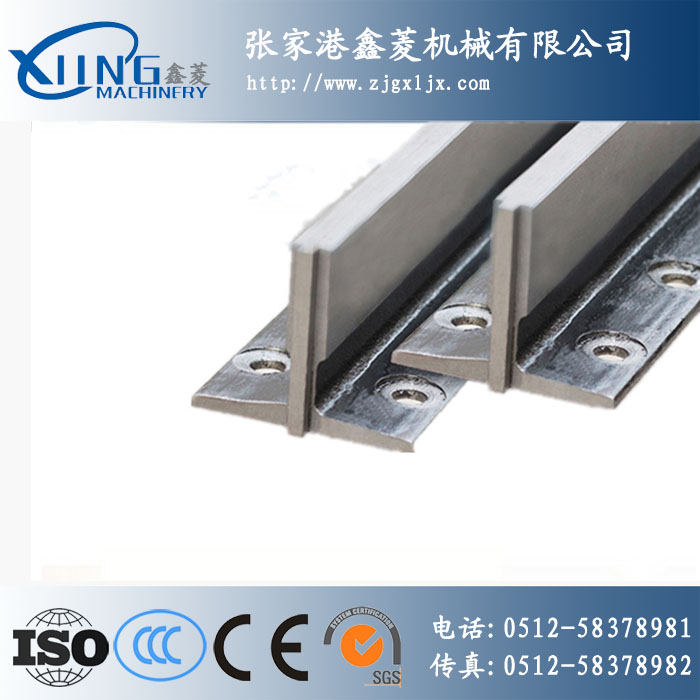
(2)實心導軌的導軌面加工方法目前有三種:刨加工、三面銑+三面磨、高速拉削加工。目前各導軌生產企業最普遍的加工方法是刨加工,即使用龍門刨床、專用刀盒、液壓夾具,每次裝夾4-12支導軌,刀盒內裝有粗刨刀和精刨刀,這其中有個技術難點,就是粗刀和精刀的幾何角度的選擇,只有合理的刀具角度再加上合適的進刀量,刨出的表面才能達到粗糙度要求,如果刀具角度不合理,加工時出現了積屑瘤,或燒刀或崩刃,都會造成加工表面的粗糙甚至導軌的報廢。
目前導軌導向面的加工方法還有一種方法是兩側面一頂面三面銑加工,然后再經三面磨加工(專用砂帶磨),經過磨加工后導軌導向面粗糙度能達到Ra1.6以下。
當前導軌導向面加工中最先進的方法就是高速拉削加工。使用現在最新設計的電梯導軌專用高速拉床,采用強力寬刀刃拉削加工工藝,一次性從導軌型材直接加工到所需尺寸,并能獲得Ra1.2以下的粗糙度。在加工效率方面也有了大幅提升,以T89為例,加工一支導軌(包括上下料)的時間只用1.5分鐘,這也是導軌加工技術的一次重大改進。
(3)實心導軌端部加工也是導軌加工的關鍵技術,它分為以下幾步:連接底平面銑削、陽榫銑加工、陰榫銑加工、鉆孔、锪孔。普通精度的導軌高度公差為0.1mm,陽榫、陰榫對稱度公差為0.1 mm,普通的專用設備基本都能達到要求,但對于高精度導軌,高度公差為0.05 mm,對稱度公差為0.03-0.05 mm,而且還有端側垂直度、端頂垂直度等要求,普通精度的機床和夾具就很難保證,這需要高精度數控加工設備才能實現。
(4)導軌精校在導軌加工中非常重要,包括校正直線度和校正扭曲度,因為導軌的直線度和扭曲度關系著電梯轎廂的運行質量,所以精校是必不可少且具有一定難度的工序。目前國內的導軌生產企業多采用人工校正法,即采用專用液壓機,工人用目測的方法,有彎曲的部位采用三點頂壓法,通過反復校正也能達到要求,但這種校正效果多取決操作工的經驗和熟練程度,穩定性差。國外的企業如塞維拉采用的是自動校正、檢測設備,這種方法不受人的因素的影響,效果穩定。